

24小时服务热线
13809313278 13993123049

24小时服务热线
13809313278 13993123049

电 话:13809313278
传 真:0931-2342318
邮 箱:1987539224@qq.com
网址:www.gsqlbxg.com
地 址:甘肃省兰州市皋兰县九和镇铁邦物流园向上100米
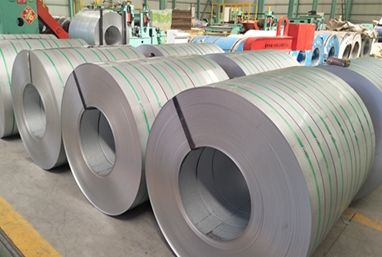
生产加工中不锈钢开平的切断小技巧
不锈钢开平加工难是因为不锈钢的导热性不好,加工中产生的屑料受热会形成屑堆,这是加工刀具受损的直接原因,此外在加工过程中由于压力以及温度高的原因,会使得加工更加难,导致达不到预期的效果。
1.切割刀的刀刃一定要0°倾角,条件允许的话可在工具磨床上磨出,不锈钢被切断时,屑料和槽壁摩擦严重,如不能使屑料垂直卷出,就会产生挤屑现象,严重的时候会碰到刀刃,刃倾角大时,即使采用分屑措施效果也不理想。
2、刀尖圆弧半径不宜过大,过大时刀具的副后角易磨损,可能是因为圆弧处切屑厚度减薄,易产生加工硬化,加剧刀具侧面的磨损。
3、刀具磨损应及时刃磨,不锈钢切断刀的刃磨标准,不但要根据主后面来定,还要特别注意副后面的磨损程度,如副后面磨损过大,刀具与槽侧的摩擦增大,导致槽宽变窄,使切屑不易排出,而且刀具磨损加快。
4、刀具的前面表面粗糙度应尽量降低,表面粗糙度值低,可减轻粘结磨损,使切削力降低,切削轻快,实践证明,刀具前面经过研磨比未经研磨的刀具寿命明显提高。
5、刃口磨出0.2mm左右的负倒棱,可减少磨削时的崩刃现象,得到较好的刃口质量。刀体下部采用鱼肚形,以增加刚性。刀具副后角用砂轮外圆磨出,刚性较好,实际后角约为2°~3°。
6、对于切不锈钢,一般情况下,湿切比干切刀具寿命要多几倍,主要看转速和割刀,转速不加水高了,割刀出的屑子马上就红了,能加工几个活心里就清楚了!
不锈钢开平加工的刀具应该选择强度较高,刀的宽度应该根据不锈钢的大小而决定,切的时候的速度大概60m/min。这刀具可以满足常规不锈钢的加工需要,加工过程中应该要注意屑料。因为屑料也很锋利,屑如果很长的话,进刀就需要退一下,把屑料切掉,以免发生危险,退刀的时候刀具不能停在工件的表面,切断实心工件时,为避免刀具断裂,切到中心可留1~2mm的时候用手掰断即可。


公司二维码

个人二维码



 甘公网安备 62010402000372号
甘公网安备 62010402000372号