24小时服务热线
13809313278 13993123049

24小时服务热线
13809313278 13993123049

电 话:13809313278
传 真:0931-2342318
邮 箱:1987539224@qq.com
网址:www.gsqlbxg.com
地 址:甘肃省兰州市皋兰县九和镇铁邦物流园向上100米
一般轧钢厂抗菌不锈钢的供货状态是卷材,但五金厂加工时由于厂家工件较小,为了方便加工,自动进料,尤其是高速自动进料冲床对卷材进行分条,把卷材分成若干条一定宽度的料卷,以适合加工要求。抗菌不锈钢在分条过程中,由于各种因素会产生各种缺陷,根据后续工艺要求的不同,主要分为表面缺陷和边部缺陷。

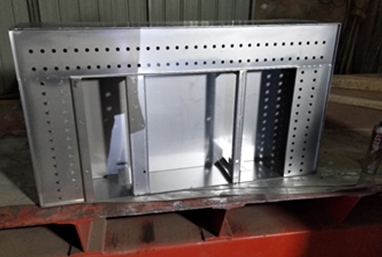
制管类
分条的抗菌不锈钢条料用于制管的,像汽车排气管、装饰管、波纹管等,由于后续工艺需要焊接,所以对边部要求特别高。
1、毛刺过大。毛刺会严重影响后续制管,所以在纵剪分条时一定要控制毛刺的大小。毛刺是不可避免的,但是大小是可以控制的。随着刀具间隙增加,毛刺会变大。所以要选取合适的间隙,根据笔者的经验硬度高的像300系列的间隙一般取板厚的12%,400系的取板厚的10%就比较合适。另外刀具刃口钝化也会造成毛刺过大,刀具管理人员要定期打磨刀片。
2、局部毛刺突出。当边部周期性的有毛刺突出,一般是刀具出现崩口,此时要停机检查,找到崩口的刀具并更换。排刀人员在排刀前要检查好刀具,避免出现崩口的刀具。
3、毛刺大小不均匀,表现为同一边部时大时小,或者同一条料两边大小不一。主要由于刀轴偏离,上下刀轴不平行,造成刀具间隙不稳定。此时要校准刀轴。
4、边波浪。当刀具间隙过小,条料受到刀具侧压过大,造成边部挤压,形成波浪状。另外,当刀具侧面不平,造成侧压不稳定,也会产生边波浪。所以排刀间隙不能选取太小,另外排刀前要检查刀具侧面是否有破损或不平整。

机械冲压类
分条的抗菌不锈钢条料用于机械加工、冲压件类,由于在后续加工中会去掉边部,所以此类的条料对边部要求不高,基本只要剪断就行,但是板面要求比较高,除了常见的抗菌不锈钢表面缺陷,在纵剪分条工艺中也会产生一些缺陷。
1、表面划伤。在整个分条生产线上和板面有接触的,比如压料辊、送料辊等,若表面有异物的,都容易产生划伤,所以,一旦出现表面划伤,要注意检查各个部位,及时清理异物。
2、刀压痕。上下刀具的重叠量即刀轴下压量过小,会照成条料剪不断,过大则会出现刀压痕。如果是局部刀压痕,可能是刀轴不平行,造成局部下压量过大,则应校准刀轴,临时可在刀具贴纸胶带解决。若出现大面积的刀压痕,则应调整下压量。

公司二维码

个人二维码




 甘公网安备 62010402000372号
甘公网安备 62010402000372号