24小时服务热线
13809313278 13993123049

24小时服务热线
13809313278 13993123049

电 话:13809313278
传 真:0931-2342318
邮 箱:1987539224@qq.com
网址:www.gsqlbxg.com
地 址:甘肃省兰州市皋兰县九和镇铁邦物流园向上100米
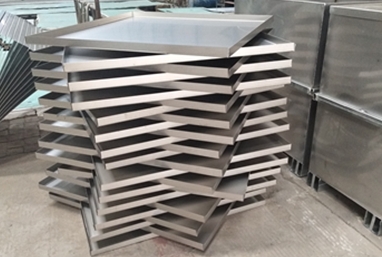
愈来愈多的大家挑选应用经济实惠并且品质还不错的原材料对商品开展生产加工,而如今考虑大家要求的原材料大部分還是偏重于不锈钢板材。由于不锈钢板材有非常好的本身特性,并且制做出去的商品外面也很美观大方,另外这类原材料也有非常好的耐用度,不管应用多长时间都可以确保本身的色度。这种全是不锈钢板原材料有着而别的金属复合材料所达不上的。就是说这类原材料有非常好的应用实际效果,但在生产加工的全过程中還是有很多考虑到的要素及其留意的难题。

1、加工区:不锈钢板件的生产加工地区应相对性固定不动。不锈钢板件加工区的服务平台应采用隔离措施,如铺平橡胶板等。不锈钢制作区的定置管理、文明行为生产制造应提升,以防止对不锈钢板件的损害与环境污染。
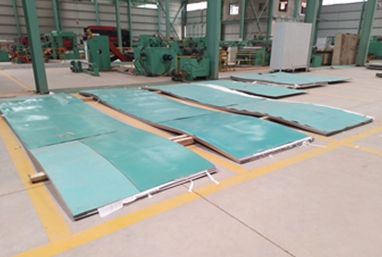
2、下料:不锈钢板件的下料选用剪切或等离子切割机、切割等。
⑴剪切:剪切时,应与送入支撑架防护,落料仓也应铺以橡胶板,防止刮伤。
⑵等离子切割机:等离子切割机后,割渣应清除整洁。大批量激光切割时,针对顺利完成的零件应立即清除出当场,以防止割渣对产品工件的沾污。
⑶锯切下料:锯切下料时,夹持应多方面套胶维护,锯切后应清除产品工件上的油渍、沉渣等。
3、机械加工制造:不锈钢板件在车、铣等机械加工制造时也应留意安全防护,工作进行应清除整洁产品工件表层的油渍、铁销等脏物。
4、成形生产加工:在冷轧卷、钣金折弯全过程中,应采取措施对策防止导致不锈钢板件表层刮伤和皱褶。
5、铆焊:不锈钢板件在组对时,应防止强制性拼装,特别是在防止火苗烤校安装。组对或制作过程若有临时性选用等离子切割机时,应采用隔离措施以防止割渣对其他不锈钢板件的环境污染。激光切割后,产品工件上的割渣应清除整洁。
6、电焊焊接:不锈钢板件电焊焊接前务必用心消除油渍、铁锈、尘土等脏物。电焊焊接时尽可能选用氩弧焊机接,选用手工电弧焊时要选用小电流量、迅速焊,防止晃动。禁止在非电焊焊接地区引弧,接地线部位适度、联接坚固,以防止电孤擦破。电焊焊接时要采用防溅出对策(如刷石灰等方式)。焊后运用不锈钢板(不可选用碳素钢)扁铲完全清除炉渣和溅出。
7、多层焊:多层焊时,固层炉渣务必消除整洁。多层焊时,应操纵固层溫度,一般不可超出60℃。
8、焊接:焊接连接头应刃磨,焊接表层不可有炉渣、出气孔、错口、溅出、裂痕、未焊接、未熔透等缺点,焊接与对接焊缝应圆润衔接,不可小于对接焊缝。

9、矫型:不锈钢板件的矫型,应防止选用火苗加温方式,特别是在不允许不断加温同一地区。矫型时,尽可能选用机械设备设备,或用木槌(橡皮擦锤)或垫橡皮擦垫捶击,严禁用锤子捶击,以防止损害不锈钢板件。
10、搬运:兰州不锈钢板件在生产过程中开展搬运时,运用运载工具(如小轿车、电动车或行车等),并应清洁有隔离防护对策,防止尘土、油渍、锈迹环境污染不锈钢板。禁止在服务平台或路面直接拖拖拉拉,禁止磕磕碰碰和刮伤。

公司二维码

个人二维码




 甘公网安备 62010402000372号
甘公网安备 62010402000372号